






































")
")
")
JPG系列")
")
")


应用领域
Application domain
一、背景:
1、钢铁产品规格
厚度1.5~21.6mm,极限规格1.5mm主要为冷轧料及耐候钢,强度在400~500MPa之间,21.6mm的为管线钢X70,强度约为650MPa。厚度>10mm的主要涉及到管线钢、高强钢、焊瓶钢、低合金钢等。
表.1 钢厂常规产品线
| 品种 | 说明 | 备注 |
| 汽车板 | 高强系列计划强度≤1000MPa,厚度≤6mm | |
| 管线钢 | 计划生产到X120,强度≤1000MPa,冲击吸收功≤500J,厚度≤18mm | 圆棒拉伸 |
| 高强钢 | 计划强度≤1300MPa,厚度≤10mm,冲击吸收功≤400J, | 低温冲击 |
| 锯片钢 |
计划强度≤1500MPa,厚度≤16mm,经计算最大试验力到600kN,这种最高 强度的考虑线下1000kN试验机完成 |
|
| 酸洗板 | 计划强度≤1000MPa,厚度≤7.0mm |
2、检测工作量
4小时100个拉伸、70个弯曲、25组冲击(3个/组)、35个硬度(20个洛氏、10个维氏、5个布氏)、80个金相、15组落锤(2个/组)设计加工和试验能力。
不定期的检测:
腐蚀试样:320组/年(HIC:270组、SSC:50组),单次最多30组,要求在4小时内加工完。氧氮:220个/月,成分:200个/月。
二、钢铁行业冷轧板带产品时代仪器的应用
1、表面粗糙度Ra、RPC测量
用来描述带钢表面粗糙度最常用代码Ra,指带钢表面具有的较小间距和高低不平的微小峰谷不平度,其数值大小定义为一个取样长度内轮廓纵坐标值Z(X)偏离平均线的偏差绝对值的算数平均值。除Ra外,还经常使用到峰计数Rpc,指在一个取样长度内纵坐标值Z(x)绝对值的算术平均值。
使用TIME3222/3221表面粗糙度仪,测量RPC值,应用于冷轧薄板表面粗糙度检测,酸轧联合机生产出来的成品冷轧薄板表面微观形貌均会呈现出一定的凹凸不平,这种表面凹凸不平的状态与薄板冲压性能有很大的关系,表面的形状对冲压过程中的接触性、摩擦性以及材料的强度有较大的影响,为了确保冷轧薄板的成品性能表面粗糙度的测定已成为冷轧板生产中不可缺少的质量检验内容。

图1. 冷轧带材
2、汽车用薄钢板表面波纹度试验方法
SAE没有简单地照搬国家标准GB/T 2523-2008中的规范性附录A“滤波中心线波纹度Wca的测量”中的“用于测试Wca的测量长度一般为25 mm”。而是通过开展专项对比试验验证,坚持与ISO国际标准接轨,结合测量汽车用薄钢板的实际情况,创新性地采用评定长度至少要有大于或等于5倍取样长度参加评定的要求,将测量汽车用薄钢板表面波纹度的评定长度设置为40 mm。

图3. 时代TIME3233波纹在宝钢研究院检测汽车板材
二、热轧、冷轧板产品质量控制
1、硬度试验

图4. 板材硬度检测
2、冲击试验

图 5. 中厚板取样后全自动低温冲击试验机
3、静态强度试验
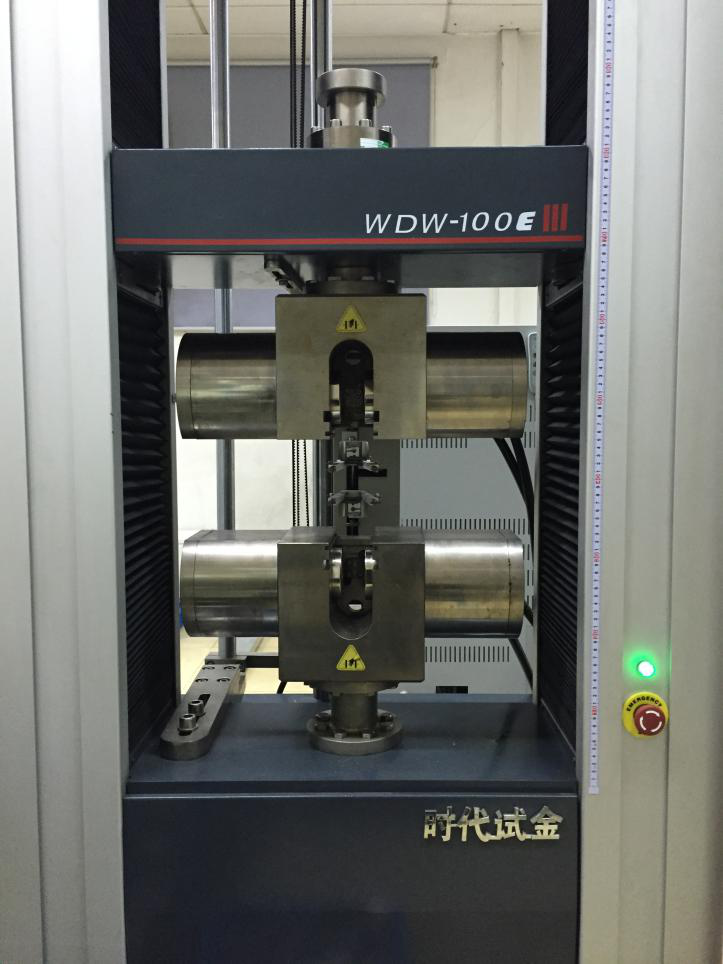
图 6. 冷轧薄板全自动拉伸
三、冶金轧辊质量控制
1、轧辊内部裂纹缺陷的检测
TIME1130超声波探伤仪,应用于轧辊内部裂纹缺陷的检测。轧辊的内部质量则决定着轧辊的使用寿命的长短。轧辊车间主要人员用肉眼或简单的磁粉探伤、着色渗透探伤来监测轧辊存在的裂纹,为了增加轧辊使用寿命、减少废钢量以及裂纹扩展导致的产品质量下降情况,应用超声波探伤后基本能保证每根轧辊都用到保证的最小尺寸才报废。这样就可以解决以前很多轧辊由于存在内部缺陷检查不出来,造成缺陷扩展,最后发生许多断辊或其它严重影响生产的事故。

图7. 轧辊内部缺陷检测
2、轧辊的基体硬度和残余应力测试
TIME5311智能里氏硬度计,应用于轧辊硬度的测量,材料有55Mn2,55Cr, 60CrMnMo,60SiMnMo等,使用HSD标尺,分别测量轧辊的基体硬度和残余应力产生的硬度,对比硬度计差异判断对轧辊使用的影响,一个轧辊一般按照总长度平分五个位置,每个位置测量三个点取平均值,使用本机具备的WIFI功能将数据实时的上传到公司局域网,建立档案,保存分析。
